Montagezelle für die Montage von 2 Typen Betätiger-Einsätze für Magnetventile
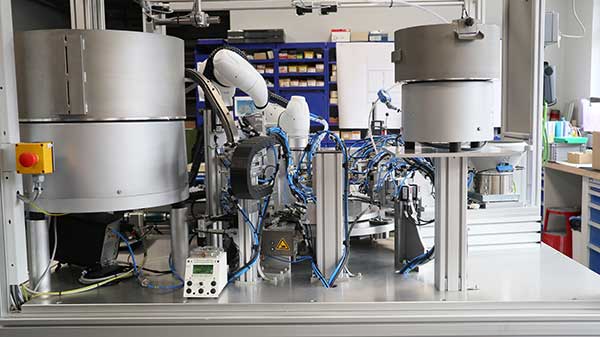
Rundtakt-Montagezelle aus item Systemtechnik
Wie hat Ihnen dieses Projekt gefallen?
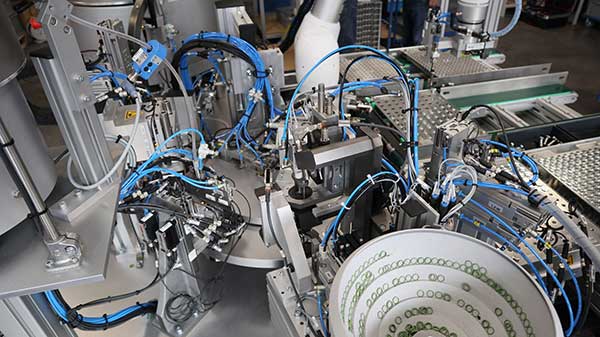
Montage von Polkern, 2x O-Ringe, Stößel, Anker und Führungshülse an 8 Stationen
Elektromagneten, die zur Steuerung von Hydraulikventilen benötigt werden, bestehen aus mehreren Bauteilen. Die wichtigsten davon werden in der vollautomatischen Sonderanlage gefertigt, die der item pluspartner LTW Automation aus Bermatingen im Auftrag seines Kunden konstruiert und gebaut hat.
An der Anlage befinden sich 3 Zuführbänder. Dort werden je rechts und links die zu montierende Bauteile in „Komponenten-Magazinen“ bereitgestellt. Im linken Magazin befinden sich Polkern und im rechten die sogenannten Anker. Im mittleren Magazin werden die gefertigten Bauteile nach dem Fertigungsprozess abgelegt und weiterverarbeitet. Ist eines der beiden Zuführmagazine leer, so wird es abgesenkt und über weitere Abführbänder aus der Anlage ausgeschleust.
Schutztüren mit Makrolonfüllung
Zwischen Magazinen und Automat befindet sich eine Schutztrennwand, die dafür sorgt, dass der Werker weitere Magazine im laufenden Betrieb nachführen kann, ohne die Anlage dafür abzuschalten. Die Schutzverkleidung wird erst unmittelbar vor der Auslieferung montiert.
Für den ersten Montageschritt, entnimmt der Roboter mit Hilfe eines Sauggreifers einen Polkern und setzt diesen in ein Zentriernest. Dieser Schritt ist notwendig, da beim Abholvorgang durch den Sauggreifer mit Toleranzabweichungen zu rechnen ist. Im Zentriernest wird der Polkern dann um 180 Grad gedreht und das Zuführhandling beginnt.
Dabei wird der Polkern aus dem Magazin mittels Dreh-Greifer entnommen und in den 8 Stationen Rundtisch eingesetzt. Die dafür vorgesehene Aufnahme wird von unten geöffnet, das Bauteil eingesetzt und über Federkraft in der Bauteilaufnahme gespannt. Eine Station weiter, werden 2 O-Ringe auf das gespannte Bauteil montiert.
Diese werden über einen Wendelförderer zunächst vereinzelt, über einen Greifer abgeholt, mit einer Spreiznadel gespreizt, gedreht und gespreizt und anschließend einem Aufziehdorn übergeben. Dieser schwenkt um 90 Grad und schiebt damit den ersten O-Ring auf das Bauteil auf, bis er sich in der vorgesehenen Nut des Bauteils befindet. Es folgt die Wiederholung dieses Vorgangs, da insgesamt zwei O-Ringe auf zwei Ebenen zu platzieren sind.
25 Sekunden Anlagentakt - Meldeampel signalisiert Maschinenzustand
Danach wird das Bauteil zu Station 3 weitergetaktet. Dort wird ein Messingstift erneut über einen Wendelförder vereinzelt. Der Stift hat zwei unterschiedliche Enden. Am oberen Ende befindet sich eine Andrehung, am unteren Ende ein Sechskant. Für die richtige Montage muss die Andrehseite immer nach unten zeigen. Deshalb wird die Lage des Messingstifts in der Vereinzelung über eine Lichtschranke geprüft. Bei richtiger Lage öffnet sich ein Schieber und der Stift fällt in das Bauteil. Ansonsten muss er über eine integrierte Dreheinheit um 180 Grad gedreht werden. Im fertigen Elektromagneten wird dieser Stößel später magnetisch beaufschlagt und damit das Hydraulikventil geschaltet.
Da sich produktionsbedingt am oberen Rand der Polkerne ab und zu leichte Schlagstellen befinden, müssen diese an Station 4 ausgebessert werden. Dafür wird über einen Z-Hub von oben ein Kalibrierdorn heruntergefahren, welcher den oberen Ansatz des Polkerns entsprechend nachkalibriert. Parallel wird dabei von unten mit einer Prüfeinheit dagegen gefahren, die eine Differenzmessung zwischen Bauteil und dem Überstand des Messingsstifts durchführt. Dieser Überstand ist wichtig, da sich fertigungsbedingt Späne im Polkern befinden könnten, die den Messingstift außerhalb des Toleranzbereichs überstehen lassen würden
An Station 5 wird eine Führungshülse über einen Linearförderer bereitgestellt und vereinzelt. Die Hülse wird über einen Vorstopper-/Hauptstopper Mechanismus einer Schiebeeinheit zugeführt und zum Bereich des Übergabehandlings befördert. Parallel dazu holt sich der Roboter aus dem rechten Magazin einen Anker und führt ihn zum Polkern. Ein zusätzlicher Greifer übernimmt den Anker und der Roboter fährt wieder weg. Bevor die Hülse auf den Anker gesteckt wird, wird über eine Dosiereinheit ein Tropfen Öl zur Langzeitschmierung des Ankers aufgebracht.
Die Hülse wird an Station 6 auf den Polkern in eine vorbestimmte Endlage, 2 mm vor dem Endbund, aufgepresst. Erst in der Endmontage werden sie dann im Magneten bis zur finalen Endposition nachgepresst. Parallel fährt von unten ein Prüfdorn entgegen, welcher die Dichtigkeit überprüft. Dazu wird Luft in die Hülse gedrückt und nach einer kurzen Beruhigungszeit gemessen und wieder entlüftet. Das Bauteil wird als OK deklariert, wenn die Dichtigkeit unter 20mbar liegt und kann weiter an Station 7 getaktet werden.
Dort befindet sich eine Reservestation, die derzeit nicht genutzt wird. An Station 8 wird das gefertigte Bauteil über einen Greifer entnommen, um 180 Grad gedreht, vom Roboter entgegengenommen und als IO-Bauteil im mittleren Magazin abgelegt. Im NIO-Fall wird das Bauteil ausgeschleust.
Der Roboter verfügt über eine Software, die Paletten abarbeiten kann und damit immer genau weiß, wie weit ein Auftrag abgearbeitet wurde - auch bei Unterbrechungen der Anlage. Durch die unterschiedlichen Bauformen sind auch unterschiedliche „Abhol-Höhen“ notwendig, die ebenfalls im Softwareprogramm des Roboters hinterlegt sind. Wenn das Gutteil-Magazin voll ist, wird es automatisch abgesenkt und nach vorne aus der Anlage ausgeschleust. Die Absenkeinheit kehrt danach wieder in ihre Ursprungsposition zurück, empfängt das nächste Magazin und der gesamte Zyklus beginnt von vorn.
Der Anlagentakt beträgt 25 Sekunden, das entspricht gut 2 gefertigte Bauteile pro Minute. Eine auf dem Schaltschrank montierte Meldeampel signalisiert dabei immer den aktuellen Status der Maschine. Bei Rot liegt eine Störung an, bei Grün befindet sich die Anlage im Automatikbetrieb. Bei Gelb wird dem Werker Materialmangel signalisiert. Er kann am Monitor genau sehen, an welcher Station der Mangel anliegt und entsprechend nachfüllen. Bei dem Monitor handelt es sich um ein mobiles Touchpanel, dass der Werker abnehmen und bei sich tragen kann. So hat er den Status der Anlage stets unter Kontrolle.
Die gesamte Anlage ist für zwei verschiedene Bauteiltypen ausgelegt und kann durch einen mitgelieferten Umrüstsatz schnell umgebaut werden. Die große Flexibilität des item Systembaukastens spielt dabei natürlich auch eine wichtige Rolle. Die komplette Anlage wurde mit item Profilen der Baureihe 8 realisiert. Alle Handlingsunterstützungen, Konsolen, die Konstruktion der Zuführbänder und die Schutzverkleidung, die erst vor Ort beim Kunden installiert wird, wurden ebenfalls aus Komponenten des item Systembaukastens gebaut.







{kind=link}
{kind=link}
{kind=link}
{kind=link}