Zählmaschine und Verpackungsanlage zur Kommissionierung von Zubehörteilen für die Möbelindustrie
Modular erweiterbare Kommissionieranlage komplettiert 850 m lange Kommissionierstrecke
Wie hat Ihnen dieses Projekt gefallen?
Bis zu 3.500 Kommissionierungen pro Tag
Bei der automatischen Kommissionierung von Möbelmodulen müssen alle Abläufe perfekt aufeinander abgestimmt sein. Vor allem dann, wenn der komplette Kommissionierauftrag bis zu seiner endgültigen Verladung eine 850 m lange Logistikstrecke zurücklegen muss und dafür dutzende unterschiedliche Einzel-Kommissionieraufträge zusammengetragen werden. Bis zu 3.500 Möbelmodule aus bis zu 1.300 Einzelteilen werden so Tag für Tag in der Produktion des Kunden der AVT GmbH aus Eberdingen produziert. Der item pluspartner ist in der Möbelbranche schon lange anerkannter Spezialist für Zähl- und Verpackungsautomaten und trägt in dieser komplizierten Zuführ- und Logistikaufgabe einen wesentlichen Teil zur Gesamtlösung bei.
Vergleichbar mit der Produktion von Automobilen wird das Endprodukt in Linie, sprich nacheinander zusammengestellt. Auf gleich drei Transportstrecken werden die genormten Korpusteile als Zuschnitt in Stapeln angeliefert und automatisch montiert. Schubladen, Auszüge und Griffe werden beigelegt und teilweise vormontiert. Es folgen die Ablageflächen und Stellfüße, die ebenfalls automatisch zugeführt werden. Im finalen Bereich der Kommissionierkette kommt die Zählmaschine und Verpackungsanlage der AVT GmbH zum Einsatz. Deren Aufgabe ist es, für jeden Kommissionierauftrag/jede Modulkombination, die passenden Abdeckkappen stückgenau zu zählen und beizustellen.
Die Gesamtanlage besteht dabei aus drei Einheiten: dem Bereich der Zählstationen, einer ausgeklügelten Fördertechnik und der Verpackungs- und Übergabestation.
Modular erweiterbare Zählmaschine
Die Zählanlage ist in U-Form angeordnet und besteht aus insgesamt 32 universell konstruierten Wendelförderern mit Teilebunkern. Diese werden durch den Werker manuell mit den zu zählenden Bauteilen beladen, wobei jeder Bunker über eine Kapazität von rund 2.000 Teilen beziehungsweise einer Autonomie von mindestens einer Schicht verfügt. Alle Module der Zählmaschine erhalten ihre kommissionsbezogenen Rüstdaten, sprich die Information welches Bauteil in welcher Menge benötigt wird, über die zentrale Steuerungstechnik online zugewiesen.
Diese Information wird auf Monitoren permanent angezeigt. Während der laufenden Kommissionierung können nachfolgende Kommissionierungen bereits im Puffer angelegt und unmittelbar nach Fertigstellung der aktuellen Aufträge in die Produktion eingespielt werden. Über eine Abfrage wird zunächst eine definierte Menge in den Wendelförderer entladen. Durch den Antrieb wird das Schüttgut über Wendeln spiralförmig nach oben transportiert und vereinzelt. Dies geschieht mit Hilfe von Ordnungselementen, sogenannter Schikanen, welche nicht lagerrichtige Teile ausrichten oder verhakte Teile aussortieren und wieder in den Wendelförderer zurückführen.
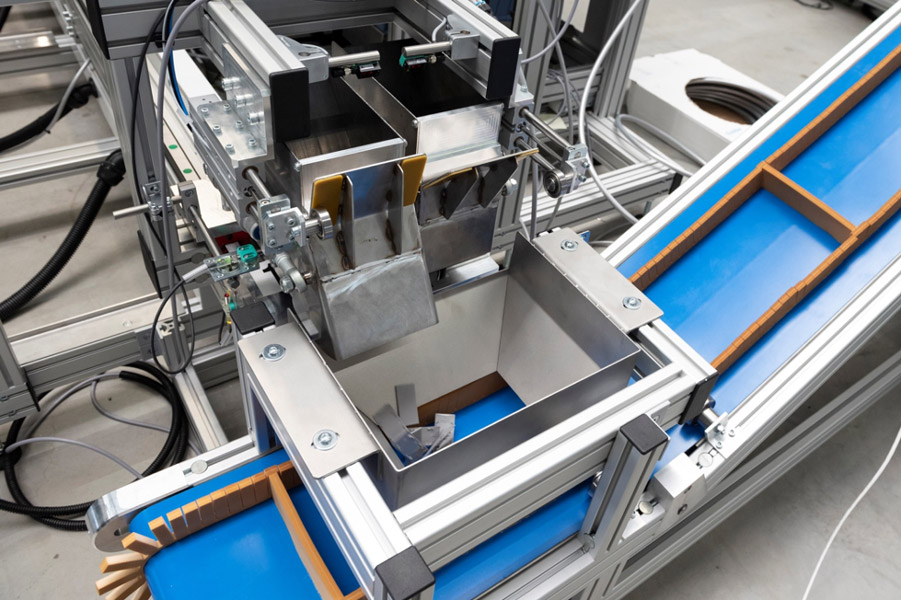
Alle lagerichtigen Einzelteile fallen vom Auslauf des Wendelförderers in einen Sammelschacht und werden über Mehrstrahllichtschranken exakt erfasst. Ist die Charge vollzählig, fällt sie in eine zweite Kammer, den Pufferschacht, und wird von dort dem Transportsystem, den „Shuttles“, übergeben.
Shuttles für die effiziente Prozessautomation
Das eigens entwickelte Transportsystem besteht aus zwei aus item Profilen gefertigten Achssystemen in Duplexausführung. Auf diesen finden sich zwei unabhängig voneinander gesteuerte Transportbehälter/Shuttles, die die gezählten Bauteile leistungsoptimiert an den 32 Zählstationen abholen und zur Verpackungsstation transportieren. Ihre kleine Eigenmasse von rund 7 kg und die passende Antriebstechnik ermöglichen es, dass sich die Transportbehälter zügig mit bis zu 3 m/s zu den Pufferschächten zu bewegen.
Der Clou: Softwaregesteuert erfahren die „Abholer“, wann der nächste Zählvorgang abgeschlossen ist und priorisieren damit die Ansteuerung des jeweils fälligen Moduls. Dabei spielt es keine Rolle, welcher Transportwagen auf welcher Achse frei ist, denn der Auswurfschacht kann durch eine Vor- oder Zurückbewegung auf beiden Bahnen seine Ware abwerfen. Das verhindert unnötige und teure Wartezeiten. Die Gesamtlogistik der kompletten Kommissionierlinie gibt auch hier den Takt vor und kalkuliert perfekt den Abhol- und Lieferplan.
Die Parkposition der beiden Shuttles befindet sich auf der Mitte des Achssystems – damit sind die Anfahrtswege so kurz wie möglich und es kann im höchsten Maß zeitsparend gearbeitet werden. An der Übergabestation zum Verpackungsautomaten werden die Shuttles entleert. Dies geschieht zwangsgesteuert mit Hilfe von federbelasteten Klappen (Druckfedern). Je nach Auftrag können auch mehrere Lieferungen zunächst gesammelt und dann zum Verpacker transportiert werden.
Förderband – Tradition verbindet Moderne
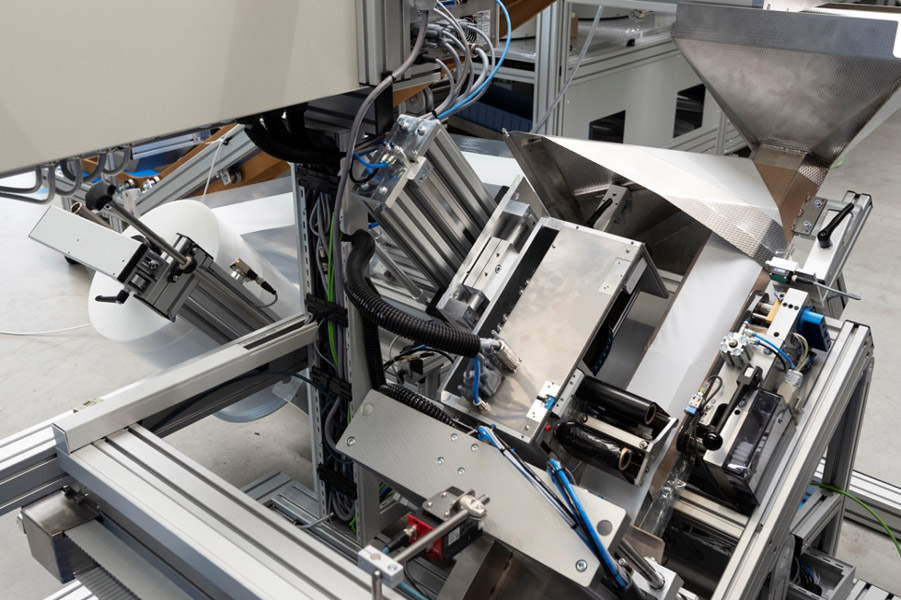
An der Übergabestation zum Förderband arbeiten Entnahme- und Übernahmeschacht überlappend, so dass kein Bauteil verlorengehen kann. Die Bauteile werden in abgeschlossene Fächer aus Celloflex auf dem sogenannten Fächerband abgelegt und zur Verpackungseinheit transportiert. Celloflex ist ein etwas härterer Schaumstoff, der seit 1990 als robuste und zuverlässige Transportlösung eingesetzt wird. Die gekerbten und nach obenstehenden Stollen sind flexibel und dennoch robust genug, um die geschüttete Ware verlustfrei zu transportieren. An der Verpackungsstation angekommen, fallen die Bauteile durch das Formatrohr und werden zum Beutel geführt.
An der Anlage befindet sich eine Rolle mit Flachfolie (1200 m Länge, 70 mu Folienstärke). Diese wird über die Formatschulter zu einem Halbschlauch gefaltet, über ein Formatrohr gezogen und mit den Bauteilen befüllt. Mittels Thermotransferdruck werden je nach Kundenwunsch Artikelnummer, Bediener, Uhrzeit, Datum oder ein Datamatrixcode aufgebracht, um den Beutel zu kennzeichnen.
Während des Druckvorgangs wird der Beutel verschweißt und gleichzeitig vorgezogen. Das Aggregat schweißt dabei immer zwei Nähte – den Verschluss des aktuellen Beutels und den Boden des nächsten. Bevor das Ende der Folienrolle erreicht ist, erhält der Werker ein akustisches Signal und wird zum Folienwechsel aufgefordert. Dieser kann in weniger als 3 Minuten durchgeführt werden. Eine zweite, bereits vorgerüstete Folienrolle kann optional montiert werden, so dass auch ohne Prozeßunterbrechung weiterproduziert werden kann.
Der bedruckte und befüllte PE-Beutel wird über einen Scanner validiert und auf die entsprechend zugewiesene Transportstrecke übergeben, von der aus der Beutel in die bereitgestellte Kommissionierbox abgeworfen wird. Sollte der Aufdruck nicht lesbar oder unvollständig sein, wird der Beutel ausgeschleust und der Kommisionierungsauftrag im System erneut erzeugt. Vor dem Abwurf erfolgt nochmals ein Kontrollscan, um jede Verwechslungsmöglichkeit auszuschließen und Kommissionierfehler zu vermeiden.
Statisch anspruchsvolle Aufgabe durch Aluminiumprofile gelöst
Prinzipiell funktioniert die Anlage wie ein horizontal fahrendes Hochregallager, dessen Inhalte aus den Fächern noch vereinzelt und gezählt werden, bevor sie auf einer Palette bzw. einem Shuttle gesammelt werden. Das Besondere an der Anlage ist ihr modularer Aufbau und die zum Einsatz kommende Netzwerktechnologie. Bei Produkt- oder Schichtwechsel kann jedes der rund 450 kg wiegenden Module mit einem Hubwagen der Gesamtanlage entnommen und gegen ein neues Modul eingetauscht werden – und das im laufenden Betrieb. Der Werker hat die Möglichkeit, nicht benötigte Stationen für Nachfolgeaufträge umzurüsten.
Dazu muss er einfach die neue notwendige Breite und Höhe mit Hilfe der Ordnungselemente (Schikanen) einstellen. Dies geschieht werkzeuglos durch sogenannte Miniwings, die händisch gelöst und wieder festgestellt werden. Damit kann jede/r Bedienende nach äußerst geringer Anlernzeit die Module für das gewünschte Produkt einstellen. Nach dem Einstellvorgang führt er das Modul der Anlage einfach an einer freien Stelle wieder zu. Dabei spielt es keine Rolle, ob dies an derselben oder an einer völlig anderen Position geschieht. Vergleichbar mit einem Computernetzwerk erkennt das System das neue Modul und integriert es vollautomatisch in den Kommissionierprozess.
Die Produktionsleistung der Anlage liegt bei 9 Beuteln pro Minute, was einer Schichtleistung von rund 4.500 Beuteln entspricht. Durch die hohen Anforderungen an Statik und Festigkeit hat man sich beim Bau der Anlage für item Aluminiumprofile der Baureihe 8 entschieden. Diese Profile sind besonders robust und pflegeleicht. Die offenen Nuten in der Waagrechten werden durch Einfassprofile verschlossen, um sie vor Schmutzeinwirkung zu schützen. In der Logistikhalle des Kunden wird die Kommissionieranlage noch komplett mit item Schutzzäunen großzügig umhaust.
Das manipulationssichere Design sorgt dabei für einen lückenlosen Schutz der Anlage und ermöglicht dem Instandhalter, sich im Wartungsfall ergonomisch und frei innerhalb der Anlage zu bewegen. Durch die große Stabilität der Achsen müssen die Bodenmodule mit 5.50 m Länge nicht demontiert werden, sondern werden am Stück zum Einsatzort transportiert. Dies zeigt, dass mit intelligenter Nutzung der item Profiltechnik auch statisch anspruchsvolle Maschinenmodule gebaut werden können, ohne auf geschweißte Rahmen zurückgreifen zu müssen.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}