Schlauchbiegeanlage mit angeschlossener Kanister-Einsetzstation
Aus ursprünglicher Sonderanlage kann Serienanlage werden
Wie hat Ihnen dieses Projekt gefallen?
Aufbau aus item Aluminiumprofilen für Industrieroboter
Kundenspezifische Lösungen im Sondermaschinenbau sind immer eine besondere Herausforderung. Die Komplexität steigt, wenn der Kunde gleich zwei verschiedene Anlagen für seine Produktfertigung benötigt. Automatisiertes Biegen und anschließendes Einsetzen von Kunststoffschläuchen in Kanister durch einen Industrieroboter - so lautete die Anforderungsbeschreibung des Kunden der F.W. Schmitt GmbH aus Gau-Algesheim. Der item pluspartner und Sondermaschinenbauer aus der Nähe von Mainz nahm diese ungewöhnliche Herausforderung an und löste die Aufgabe mit viel Know-how und pfiffigen Ideen.
Zuführtechnik erhöht Automationsgrad
Im ersten Abschnitt der Anlage steht die sogenannte Faltstation, zentriert zwischen zwei Kunststoffspritzgießmaschinen. Durch die automatisierte Zuführtechnik kann sie beidseitig mit den zuvor gespritzten Kunststoffschläuchen beladen werden. Die Schläuche werden durch einen Vibrationsförderer in die Anlage eingebracht. Die anschließende Vereinzelung wird mit Hilfe eines Stoppzylinders realisiert, der von oben in den Rüssel hineinfährt, ihn nach rechts (bzw. links bei doppelseitiger Beladung) vereinzelt und dem Greifer zur Übernahme bereitstellt. Hat der Greifer den Schlauch übernommen, öffnet sich der Stoppzylinder und der vereinzelte Schlauch wird zur Biegeeinheit der Anlage transportiert.
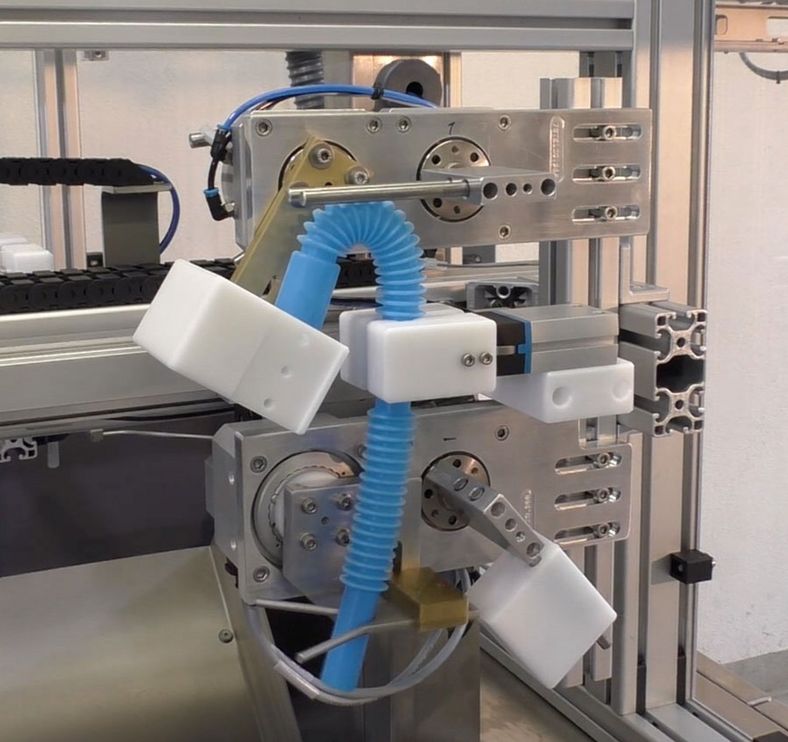
Das Biegen des Schlauchs wird in drei Einzelschritten durchgeführt. Zunächst wird der Gewindestutzen am oberen Ende des Schlauchs von der weißen Kunststoffform empfangen. Diese ist so ausgefräst, dass der Stutzen exakt hineinpasst (Negativpassform). Durch einen Schwenkantrieb wird der Rüssel erst einmal nach unten gebogen. Im zweiten Biegevorgang wird durch die y-artig angebrachten Edelstahlstäbe das untere Ende nach oben gebogen und dem oberen Ende zugeführt. Im dritten und letzten Schritt schiebt der untere Kunststoffblock die beiden Bögen ineinander, so dass ein o-förmiger Ring entsteht.
Endlagersensoren prüfen dabei ständig, ob das Biegen und Zusammenführen der beiden Schlauchenden optimal stattgefunden hat. Anschließend wird der gefügte Schlauch in der IO-Kiste abgelegt. Ein Taktgeber zählt die Stückzahl und sorgt dafür, dass bei voller Kiste ein Zuführblech gekippt wird und eine zweite Kiste befüllt werden kann. Sollten beide Kisten voll sein, stoppt die Anlage. Die Statuslampe an der Anlage signalisiert über die Farbe Grün, dass die Anlage produziert. Die Farbe Gelb steht für eine Vorwarnung (erste Kiste voll) und kann durch den Kunden individuell belegt werden. Rot bedeutet, dass auch die zweite Kiste voll ist und entladen werden muss.
Industrieroboter sorgt für hohe Förderleistung
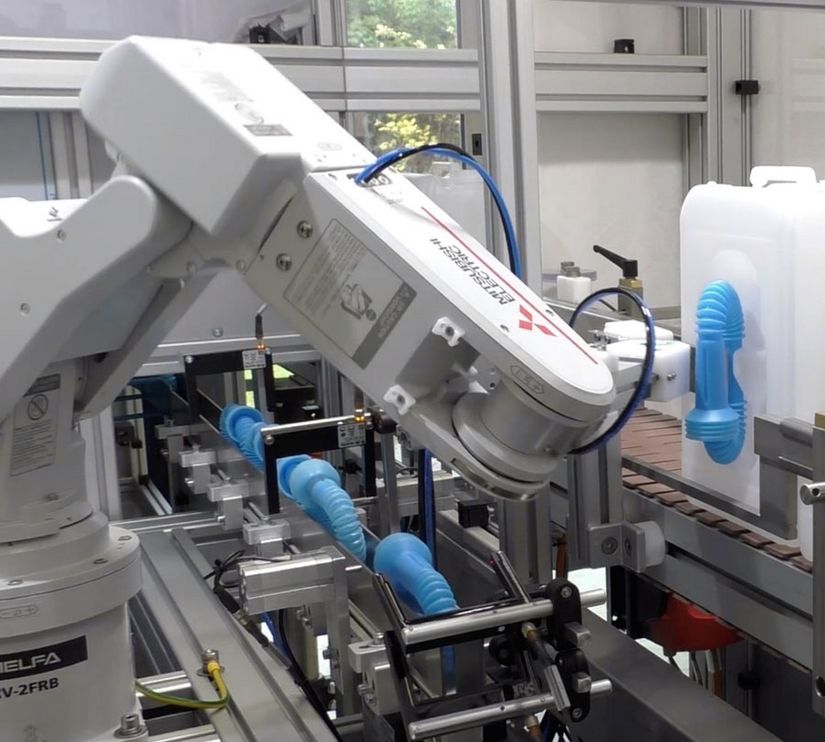
Der Maschinenbediener holt die Kiste(n) und bringt sie zur Aussortier- und Einsetzstation. Dort entleert er die zuvor gefalteten Schläuche in einen Bunkerförderer. Mit Hilfe dieser Zuführtechnik werden die Rüssel vibrationsgetrieben in Richtung Abwurf transportiert. Ein Schwenkhebel im Aussortierer ermittelt dabei ständig den Bedarf und meldet diesen über ein Ampelsystem an den Bediener. Um den Weitertransport der Rüssel zu gewährleisten, müssen sie aufrecht angeliefert werden. Außerdem muss der Gewindestutzen dabei nach oben zeigen. Es spielt an dieser Stelle keine Rolle, ob der Stutzen rechts/- oder linksbündig liegt - der Industrieroboter erkennt über seine Kameraoptik die jeweilige Lagerichtung und dreht den Rüssel gegebenenfalls um 180°, so dass er immer lagerichtig in den Kanister eingesetzt werden kann.
Die Kanister werden über einen Gurtförderer angeliefert, dem eine Spritzgießmaschine vorgelagert ist. Auch hier ist die Zuführtechnik besonders clever gelöst. Über Gebindestopper werden die Kanister vereinzelt, bestückt, entriegelt und aus der Anlage ausgefahren. Nach dem Einsetzvorgang fährt der Industrieroboter wieder auf seine Grundposition und der Prozess beginnt von Neuem.
Die beiden Anlagen wurden innerhalb von 10 Monaten realisiert. Durch den Einsatz eines Industrieroboters mit hoher Querkraft und zur Kompensation auftretender Vibrationen wurde der Rahmen der Anlage aus item Aluminiumprofilen der Baureihe 8 80x80 gebaut. Diese gleichen die auftretenden Kräfte optimal aus und garantieren die geforderte Wiederholgenauigkeit und Präzession des Industrieroboters. Als Querstreben dienen 40x40 Profile derselben Baureihe. Dank der Modularität der verwendeten item Komponenten sind nachträgliche Justierarbeiten mit wenigen Handgriffen realisierbar.
Die Förderleistung der Anlage liegt bei bis zu 20 Stück pro Minute. Das Biegen und Einsetzen der Rüssel ist durch die Anlage von F.W. Schmitt nahezu 100%ig automatisiert und lässt den Werker höherwertigeren Tätigkeiten nachkommen. Weitere Lieferanten von Kunststoffleergebinden haben bereits ihr Interesse an der Lösung für das automatische Biegen und Bestücken der Schläuche bekundet, so dass diese Sonderanlage durchaus Potenzial als Serienanlage aufweist.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}